

短信码登录
密码登录
获取短信验证码
获取短信验证码

2021-08-04
正确安装轴承非常重要,但是在实际的操作中总是容易跑偏,问题层出不穷。原因是一些细节的地方没有注意到,导致轴承在安装时出现损坏,本文分享轴承安装的几个错误示例,及正确安装方法和技巧
轴承安装的常见错误示范
走内圈
轴与轴承内孔配合过松(俗称“走内圈”)
由于轴与内孔选择的配合太松,使轴与内孔表面之间产生滑动。滑动摩擦将会引起发热,使轴承因发热而损坏。

轴与内孔表面之间产生滑动的痕迹

内圈端面与轴肩摩擦发热产生裂纹
当“走内圈”时,内圈与轴之间的滑动摩擦将产生高温,由于内圈端面与轴肩接触面很小,其温度会更高。使内圈端面产生热裂纹,热裂纹的不断延伸,将使轴承内圈在使用中断裂。
轴与内孔表面之间发热后产生粘连

由于“走内圈”使内孔与轴表面之间产生滑动摩擦,引起的高温使表面金属熔化并产生粘连。
走外圈
壳体孔径与轴承外径配合过松(俗称“走外圈”)
由于壳体孔径与轴承外径选择的配合太松,使它们表面之间产生滑动。滑动摩擦将会引起发热,使轴承发热而损坏。

壳体孔径与轴承外径表面之间产生滑动的痕迹
铁锤直接敲击轴?

安装内圈(或外圈)过盈配合的轴承,禁止用铁锤直接敲击轴承内圈(或外圈)端面,这样很容易把挡边敲坏。应该采用套筒放在内圈(或外圈)端面上,用铁锤敲击套筒来安装。

通过滚动体来传递安装力
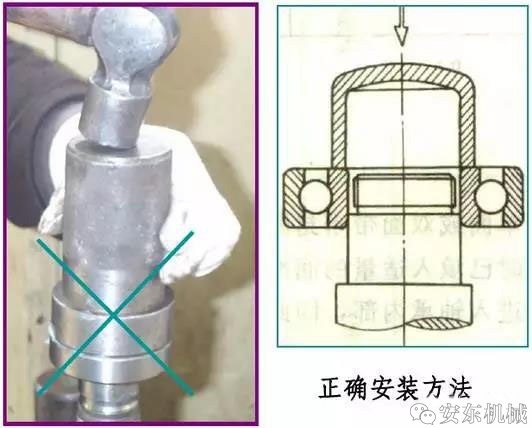
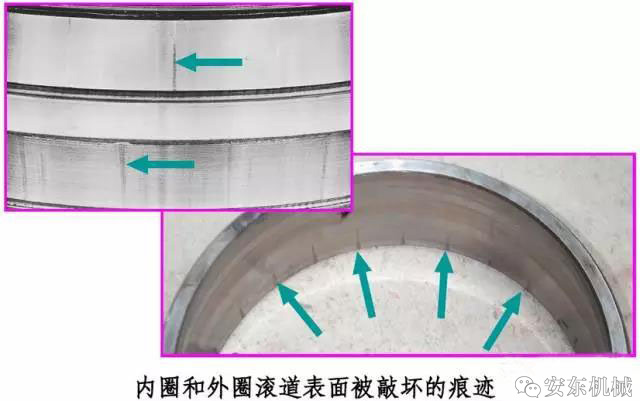
安装内圈过盈配合的轴承时,不能通过外圈和滚动体把力传递给内圈。这会把轴承滚道和滚动体表面敲坏,使轴承在运转时产生噪音并提前损坏。
正确的方法应该用套筒直接把力作用在内圈端面上
加热温度过高
有些用户用乙炔喷枪对轴承内孔进行加热,当加热温度超过727℃(轴承钢的相变温度)时,轴承钢内部的金相组织将发生变化。当轴承冷却后,轴承内孔就不能恢复到原来的尺寸,通常比加热前的尺寸要大。

被乙炔喷枪加热后的轴承,表面变成黑色
安装轴承时,应当根据类型和尺寸,选择机械,加热或液压等方法进行。
圆柱滚子轴承安装
冷安装
安装配合不是太紧的小轴承时,可以通过一个套筒(图5、图6)并以锤击的方法,轻轻敲击套筒把轴承装到合适的位置。敲击时应尽量均匀的作用在轴承套圈上,以防止轴承倾斜或歪斜。

大部分轴承都采用压入法进行安装。如果要将轴承的内外圈同时装到轴上和轴承座中,必须确保以相同的压力同时作用在内外圈上,且必须与安装工具接触面在同一平面上。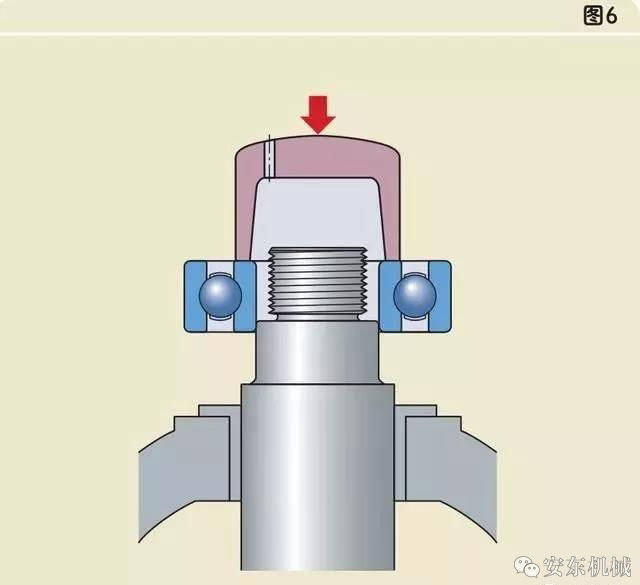
热安装
通常情况下,对于较大型轴承的安装,不通过加热轴承或轴承座是不可能的,因为随着尺寸的增大,安装时需要的力越大。热安装所需要的轴承套圈和轴或轴承座之间的温差主要取决于过盈量和轴承配合处的直径。开式轴承加热的温度不得超过120℃。不推荐将带有密封件和防尘盖的轴承加热到80℃以上(应确保温度不超过密封件和润滑脂允许的温度)。
加热轴承时,要均匀加热,绝不可以有局部过热的情况。

轴承感应加热器
圆锥轴承安装
带圆锥孔的轴承,其内圈大部分是以过盈配合的方式来安装的。过盈量是由内圈在圆锥形轴径、紧定套或退卸套上的轴向推进距离决定的。在圆锥形配合面上的推进距离越大,轴承的径向内部游隙就越小可通过测量游隙减小量或轴向推进距离来确定过盈量。
中小型轴承可以利用轴承安装工具或Z好用锁紧螺母把内圈推进到圆锥形轴径上的适当位置。在使用紧定套的情况下,使用可以用钩形扳手或冲击扳手锁紧的套筒螺母。对退卸套可用轴承安装工具或端板将其推入轴承内孔。
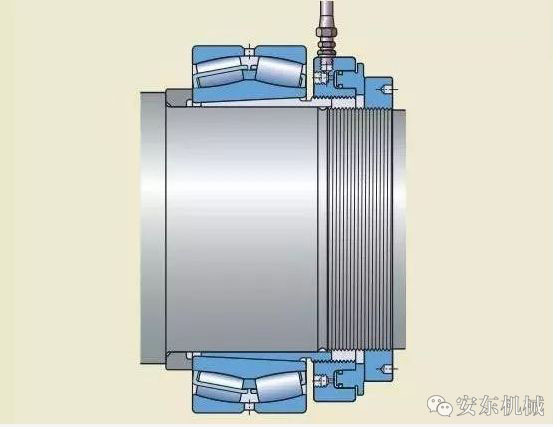
较大轴承需要更大的力来安装,因此应使用液压螺母。液压螺母可以把圆锥孔轴承安装在圆锥形轴径上(图11),紧定套上(图12),退卸套上(图13)。


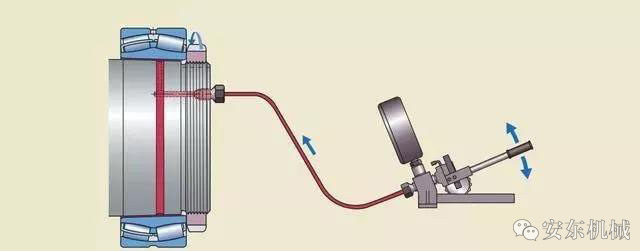
注油法
注油法的工作原理是:液压油在高压下通过油孔和油槽,注入轴承和轴径之间的配合面,形成一层油膜。油膜将配合面分开,使得配合面之间的摩擦大幅减少。这种方法通常用于直接把轴承安装在圆锥形轴径上的情况。
必须的油孔和油槽应是整体轴设计的一部分。如果紧定套和退卸套,已加工有油孔油槽,这种方法也可用于将轴承安装在紧定套或退卸套上。
高手谈滚动轴承装配
机械结构的装配工作中,滚动轴承装配是一项非常基础的工作。实际工作中,还会遇到各种各样的问题。
滚动轴承,正常的装配,不管是轴还是孔,一般都是过盈配合。过盈配合的装配方法,常用的有:温差法,压入法等。
其实,在机械装配现场,温差法用的要少一些,主要是操作比较复杂。温差法装配,冷却法要比加热法简单些,一般我们用液氮,优点是温差大,线形膨胀量大,干净。
比如轴承装到孔中,直接把轴承泡在液氮里就行了。加热法比较麻烦。为了加热均匀,一般需要把零件(轴承)放到液体里煮。如果是煮轴承,要求就比较高了。比如,加热介质要干净,温度要控制好,等等。
温差法Z大的缺点是,零件的体积受限制。比如车床主轴装配,需要同时安装主轴和轴上的齿轮等零件,温差法根本无法到。
压入法应用Z广泛。一把榔头,一根铜棒就能搞定。细说起来,操作上还是有不少区别和注意事项的。
装轴承时,尽量采用非冲击的方式。如,用压力机。榔头敲击的方式,对零件和轴承都是保护不利的。小规格,小过盈的轴承,用手动的压力机,如丝杠式的,就可以,甚至台钳即可。
大尺寸的轴承,一般要用液压才可以。安装轴承,开始的时候,要随时注意轴承 是否倾斜,需要及时调整受力位置,防止损坏安装孔或者轴。
当然,安装前的准备工作也非常重要,如 清洗零件安装表面,去除孔口、轴端毛刺等。清理干净后,在安装表面涂上干净的机油,等等。准备工作一定要细心。如果由于毛刺、灰尘等研入装配表面,导致轴承无法装配到位,后面就比较难搞了,往往陷入进退两难的地步,甚至整个轴或者零件都要报废掉。
同理,拆卸轴承时,也应尽量避免冲击的方式。如,能用压力机就用压力机, 能用拉卸器(三个腿的那个东西)尽量用拉卸器。
一种比较好的方法是,用一个与轴承外环或内环尺寸类似的圆筒垫在轴承上,榔头敲击圆筒的这一端(我们自己做的专用工具,敲击的这一头是死的)在轴承已经入位的状况下(全部进入孔内或者轴上),敲击的力量可以大些,其实这种状况下,原则上应该是用尽量少的敲击次数将轴承打击到位。因为敲击的特点是,频繁的轻敲,会产生铆接效果,倒是容易伤到轴或者孔的表面。
以上是轴承通用的装配注意事项。基本原则是:
1,装配时施加的外力,不要通过轴承的滚子或者滚珠传递,以避免损伤轴承;
2,优先选用非冲击的方式装卸;
3,需要敲击时, 方式要正确
对于要求传动精度的轴承,如主轴的轴承,往往还有预紧力的要求。因为这些轴承只有在合理的预紧力下,才能达到标称的精度。比如,车床的主轴,一般前、后两个是向心推力滚子轴承。组装后,需要通过两端的螺母预紧,以达到主轴跳动的要求。
一般预紧力是轴承厂提供的参数。但是在实际装配过程中,不是能够很好的测量到预紧力是否符合要求,传统上往往是装配工人凭经验安装。
某些结构中,可以采用预先测量预紧变形量的方法。如,一个向心推力轴承,预紧力为20kg。我们可以把轴承外环在下,架在平台上,然后在内环上施加20kg力。测量施力前后内外环的高度差变化量,一般通过杠杆百分表就可以测到。得到变形量后,在预紧结构中设计一个垫片,垫片的高度差正好是预紧前后的变化量。这样,保证螺母紧死后,预紧量保持不变。改变以往凭工人手劲的装配方法 。
轴承的装配,对于机械结构的Z终使用效果有决定性的影响。如,运行精度,平稳性,噪音,寿命等等。德国有的CNC机床,我们也可以买到,加工出相同精度的产品。但是同样质量的零件,我们不一定能够组装、调试出相同精度的产品。
(文章来源于网络)
安东机械科技(广东)有限公司--小东
安东机械科技(广东)有限公司主要是以设计制造销售内径 2MM 外径 200MM 范围低噪音、低功耗、低摩擦及高精度、高品质的深沟球轴承、角接触轴承、输送滚动装置设备轴承以及不锈钢轴承与非标准冲压轴承等产品,兼以精密五金机械配件及感应机电模块等,经国家工商局批准设立的无区域企业。

© 版权所有 安东机械科技(广东)有限公司 技术支持:佰联轴承网

